En esta entrada hablaremos, entre otras cosas, de sus partes, regulaciones de llama, procedimiento de encendido y apagado, medidas de seguridad,.... etc.
Vamos al lío!!
COMPONENTES
El equipo de oxi-gas consta de las diferentes partes:
-COMBURENTE: Siempre sera el oxígeno, y es uno de los dos gases necesarios para crear esa llama con la que vamos a trabajar.
-COMBUSTIBLE: Es el gas inflamable que usamos para nuestra combustión de la llama con la que trabajaremos.
-MANÓMETRO DE BAJA PRESIÓN: Reloj de medición que nos muestra la presión de salida del gas.
-MANÓMETRO DE ALTA PRESIÓN: Reloj de medición que nos muestra la presión del gas en el interior de la botella.
-MANOREDUCTOR: O válvula reductora, es un dispositivo que te permite controlar la presión de un fluido por una sección.
-MANGUERA: Tubo de goma por el que circulan los gases de las bombonas hasta las antorchas. Por lo general la del combustible es roja y la del oxigeno azul.
-VÁLVULA ANTI-RETORNO: Válvula que permite el paso del fluido en un único sentido, esto permite que la llama no retorne por la manguera y estalle la bombona.
-VÁLVULA DE REGULACIÓN: Regula la salida de un fluido, en este caso a la salida de la antorcha.
-SOPLETE-MANGO: Es la parte que sostenemos con la mano, y en el se encuentran las válvulas de regulación.
-BOQUILLA: Parte final del equipo, por donde sale la llama y dependiendo del tipo de boquilla variara el tipo de llama que obtengamos.
-LLAVE DE CORTE: Con esta llave abriremos o cortaremos el paso del fluido de la bombona a los mano-reductores.
-EXTINTOR: No todos los equipos contienen uno pero algunos si, es un utensilio para apagar un fuego que podamos provocar con esta maquina.

 Soplete oxicorte Harris para aplicaciones manuales a 90º con propano como gas combustible.
Soplete oxicorte Harris para aplicaciones manuales a 90º con propano como gas combustible.


Antorchas estilo Victor, diseñadas para uso comercial e industrial, son las mas comunes.
Las boquillas son la punta del soplete, dependiendo del orificio de la boquilla la llama sera de unas características u otras.
Hay dos tipos de boquillas las fijas y las intercambiables.
Las fijas van fijas al intercambiador de gases y no se pueden desmontar de ahí, en cambio las intercambiables están sujetas al intercambiador por una rosca y las puedes sustituir por otra con facilidad.

-COMBURENTE: Siempre sera el oxígeno, y es uno de los dos gases necesarios para crear esa llama con la que vamos a trabajar.
-COMBUSTIBLE: Es el gas inflamable que usamos para nuestra combustión de la llama con la que trabajaremos.
-MANÓMETRO DE BAJA PRESIÓN: Reloj de medición que nos muestra la presión de salida del gas.
-MANÓMETRO DE ALTA PRESIÓN: Reloj de medición que nos muestra la presión del gas en el interior de la botella.
-MANOREDUCTOR: O válvula reductora, es un dispositivo que te permite controlar la presión de un fluido por una sección.
-MANGUERA: Tubo de goma por el que circulan los gases de las bombonas hasta las antorchas. Por lo general la del combustible es roja y la del oxigeno azul.
-VÁLVULA ANTI-RETORNO: Válvula que permite el paso del fluido en un único sentido, esto permite que la llama no retorne por la manguera y estalle la bombona.
-VÁLVULA DE REGULACIÓN: Regula la salida de un fluido, en este caso a la salida de la antorcha.
-SOPLETE-MANGO: Es la parte que sostenemos con la mano, y en el se encuentran las válvulas de regulación.
-BOQUILLA: Parte final del equipo, por donde sale la llama y dependiendo del tipo de boquilla variara el tipo de llama que obtengamos.
-LLAVE DE CORTE: Con esta llave abriremos o cortaremos el paso del fluido de la bombona a los mano-reductores.
-EXTINTOR: No todos los equipos contienen uno pero algunos si, es un utensilio para apagar un fuego que podamos provocar con esta maquina.
COMBURENTE Y COMBUSTIBLES
COMBURENTE:
El comburente siempre es el mismo y se trata del oxígeno, su función es ayudar a la combustión del otro gas proporcionando una llama con unas propiedades diferentes a las que tiene ella propiamente.
También se usa como fluido oxidante en procesos de oxicorte.
Dependiendo de la cantidad de oxígeno que apliquemos a la llama, esta cambiará sus propiedades, pero de ello hablaremos próximamente, paciencia....
El oxígeno se envasa comprimido en botellas cilíndricas de acero estirado a una presión de 200 kg/cm2 y una temperatura de 15 grados.
COMBUSTIBLE:
Como gases combustibles tendremos varios dependiendo de la operación que vayamos a desempeñar como por ejemplo butano, propano, acetileno... etc
En general, el tipo de gas que se emplee como combustible debe reunir una serie de propiedades, tales como que alcance una temperatura elevada de llama, que posea un poder calorífico elevado, y que presente una mínima reacción química entre la llama y el metal base.
Aquí os dejo una tabla donde podéis ver los distintos tipos de combustibles que podemos utilizar y su aplicación:
| Tipo de Gas | Volumen O2 | Temperatura de Llama | Aplicaciones |
| Hidrógeno | 1/2 | 2.550 ºC | Precalentamiento |
| Gas Natural | 2 | 2.720 ºC | Corte y Precalentamiento |
| Propano | 5 | 2.910 ºC | Corte y Precalentamiento |
| Butano | 6.5 | 2.910 ºC | Corte y Precalentamiento |
| Acetileno | 1.3 | 3.110 ºC | Soldadura y Corte |
| 2.5 | 3.000 ºC | Soldadura y Corte |
-El acetileno se envasa en cilindros especiales que están llenos de una sustancia porosa. Esto se debe a que si envasáramos el gas en su estado natural, su inestabilidad podría provocar una explosión.
El acetileno se suele disolver en acetona ya que a presión atmosférica, esta puede absorber más de 24 veces su volumen y, al aumentar su presión también aumenta su capacidad de absorción.
El acetileno se suele disolver en acetona ya que a presión atmosférica, esta puede absorber más de 24 veces su volumen y, al aumentar su presión también aumenta su capacidad de absorción.
-El butano comerciales un gas licuado obtenido por la destilación del petróleo y esta compuesto principalmente por:
·Butano normal (60%).
·Propano (9%).
·Isobutano (30%).Etano (1%).
·Butano normal (60%).
·Propano (9%).
·Isobutano (30%).Etano (1%).
Para identificar las botellas, todas llevaran una pegatina o un grabado con el gas que contienen y nunca se cargará otro gas en cada bombona más que el que esta indique.
Las bombonas con gases combustibles suelen llevar una marca ya sea una linea en su parte superior o algo que se vea de un color caliente (rojo, naranja...), mientras que las de oxigeno lo llevaran de un color frio (azul generalmente).
MEDIDAS DE SEGURIDAD CON LOS GASES:
Se debe evitar golpearlos, no exponerlos al sol, ni calentarlos con llamas. En general mantener los cilindros almacenados por debajo de 50ºC, en lugar bien ventilado.
Los cilindros de oxígeno no se deben manipular en contacto con materiales aceitosos o grasos.
Para el caso del acetileno, evitar su contacto directo con cobre puro, mercurio, plata y latón que tenga más del 70% de cobre.
En general, se recomienda cada 5 años realizar una prueba hidrostática sobre los cilindros.
A continuación se relacionan otras recomendaciones de seguridad sobre el uso del acetileno:
- El acetileno es extremadamente inflamable y explosivo. Su uso a presiones superiores a 1 kg/cm2 supone un riesgo alto de explosión. Por lo tanto nunca se debe utilizar acetileno fuera del cilindro a presiones superiores a 1 kg/cm2.
- Nunca abrir la válvula con más de ¼ de vuelta.
- Nunca agotar el cilindro a menos de 2 kg/cm2 de presión.
- Soltar el diafragma del regulador antes de la abertura.
SISTEMA DE REGULACIÓN DE GASES
Para utilizar los gases de los cuales hemos hablado con anterioridad deberemos de tener unos sistemas que nos regulen la presión y el caudal con el que sale el gas de la bombona.
Podremos distinguir los mano-reductores que ya explicamos con anterioridad lo que eran y que hacían.
Podremos distinguir los mano-reductores que ya explicamos con anterioridad lo que eran y que hacían.
También tenemos las llaves de paso que cortaban el caudal de la botella a los mano-reductores.
Y por ultimo distinguiremos las válvulas de apertura de la botella para abrir el caudal de la botella y liberar el fluido.
 Soplete para soldadura autógena.
Soplete para soldadura autógena.
Y por ultimo distinguiremos las válvulas de apertura de la botella para abrir el caudal de la botella y liberar el fluido.
TIPOS DE ANTORCHAS Y DE BOQUILLAS
Soplete oxicorte Harris para aplicaciones manuales de 90º con acetileno como gas combustible.

Soplete oxicorte Harris diseñado para aplicaciones en máquina, disponible para usar con gas combustible ya sea propano, acetileno, gas natural o butano. Tine 3 entradas y su diseño le confiere gran robustez y fiabilidad.

Antorcha de maquina, se fijan a una maquina automatizada para procesos de oxicorte, esto supone una mayor velocidad y precisión en el corte.

Antorchas de mano, son portátiles y cómodas para hacer pequeñas tareas que no requieran gran precisión.
Antorchas estilo Victor, diseñadas para uso comercial e industrial, son las mas comunes.
Las boquillas son la punta del soplete, dependiendo del orificio de la boquilla la llama sera de unas características u otras.
Hay dos tipos de boquillas las fijas y las intercambiables.
Las fijas van fijas al intercambiador de gases y no se pueden desmontar de ahí, en cambio las intercambiables están sujetas al intercambiador por una rosca y las puedes sustituir por otra con facilidad.
Dependiendo del diámetro de la boquilla cambiará la velocidad de corte y las presiones, esto se registra en esta tabla:

Con esta tabla podremos saber regular la maquina en función de la boquilla.
Con esta tabla podremos saber regular la maquina en función de la boquilla.
REGULACIÓN DE LA LLAMA
Tipos de llamas:
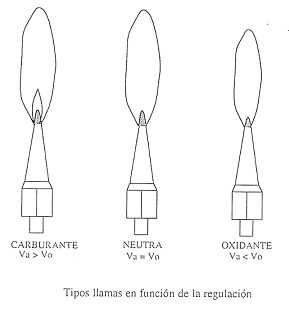
El volumen de los gases se regula mediante las llaves situadas en el mango del soplete. Dependiendo de la relación entre los volúmenes de los gases se distinguen tres tipos de llamas que tienen aplicaciones diferentes. La normalmente empleada para soldadura de aceros es la llama neutra.
Podemos distinguir esos tres tipos de llama según su regulación.
La llama carburante es una llama en la que el volumen de acetileno es mayor al volumen de oxigeno.
La llama neutra es una llama en la que el volumen de acetileno es igual al de oxigeno, es la utilizada para soldadura.
La llama oxidante es una llama en la que el volumen de acetileno es menor al de oxigeno, es una llama muy buena para procesos de corte porque oxida mucho el material al tener gran volumen de oxigeno.
A continuación se muestra las distintas zonas que se pueden distinguir en la llama oxiacetilénica y las reacciones que se originan en cada caso.
a) Zona A
Se distinguen a su vez dos regiones en esta zona, a saber:
- Región 1: Se produce la mezcla de acetileno y oxígeno a temperatura baja. Se distingue como un cono o dardo de color azulado brillante.
- Región 2: Se sitúa inmediatamente después de la Región 1 y es donde tiene lugar la reacción primaria originándose a su vez un aumento brusco de la temperatura, alcanzando su valor máximo al final de un cono de color verdoso. La reacción que tiene lugar es reductora y por tanto apta para soldar.
C2H2 + O2 —> 2CO + H2 + 106500 (cal)
b) Zona B ó Penacho
En esta zona tiene lugar la reacción secundaria como consecuencia del contacto con el aire. No es una zona apta para la soldadura dado que su temperatura es baja. La zona de alta temperatura está poco definida y los gases resultantes no dan la protección adecuada.
CO + ½ O2 + 2N2 —> CO2 + 2N2 + 68000 (cal)
H2 + ½ O2 + 2N2 —> H2O + 2N2 + 58000 (cal)
PROCEDIMIENTO DE ENCENDIDO Y APAGADO DEL EQUIPO
Para empezar debemos de colocar la antorcha y el soplete deseado para la función que vayamos a desempeñar, una vez tengamos esto abrimos las llaves de las botellas un cuarto de vuelta.
Después abrimos la llave que permite el paso a los mano-reductores y regulamos la maquina correctamente.
Cuando hayamos hecho esto, estiramos las mangueras alejando las bombonas de la antorcha y despegamos la válvula del combustible para encenderlo con un mechero o un encendedor del propio equipo, que es una piedra que al rayar hace saltar chispas, como una yesca.
Cuando tenemos ya la llama encendida veremos que suelta mucho hollín porque esta quemando solo el combustible, es el momento de despegar la válvula del comburente y regular la llama con las válvulas del soplete hasta obtener la que queramos.
Cuando terminamos la operación con este equipo, cerramos del soplete la válvula del combustible y queda apagada la llama, después cerramos la del oxigeno.
Una vez hayamos cerrado dichas válvulas, cerramos la llave de paso y las llaves de las botellas.
Como la manguera sigue llena de gas aunque hayamos cerrado todo, ahora, con todo cerrado, abrimos las llaves del soplete, primero el acetileno y después el oxigeno, y así vaciamos la manguera por completo, sabremos que esta vacía cuando dejemos de oír salir el gas.
Ya solo nos queda volver a cerrar las válvulas del soplete y revisar que esta todo bien cerrado para enrollar la manguera y guardar el equipo.
MEDIDAS DE PROTECCIÓN Y SEGURIDAD
Este equipo es muy peligroso si no lo utilizamos correctamente porque estamos manejando gases altamente inflamables, por ello deberemos de seguir unas pautas de seguridad y tener en mente una serie de precauciones.
Peligro por retroceso de llama
Las causas más comunes por las que puede producirse el retroceso de la llama son: boquilla sucia, soplete en mal estado, distancia desde la boquilla a la pieza a soldar inadecuada, etc.
Como norma general de actuación se recomienda cerrar primero la salida de oxígeno para que cese la combustión.
Incendio o explosión de mangueras
Las causas más comunes por las que puedan originarse accidentes con las mangueras pueden ser debidas a su mal estado de conservación, mal reglaje de presión en los mano-reductores, mala colocación de las mangueras durante el proceso de soldeo, etc.
Como en el caso anterior se debe actuar cerrando los cilindros de presión, y en primer lugar el oxígeno.
Y con esto acaba la entrada de hoy, he sacado la mayoría de información de conocimientos propios aunque también adquirí información en blogs y paginas de internet.
Espero que hayáis aprendido a usar este equipo de soldar y que os haya sido útil leer esta entrada, con esto me despido hasta la próxima semana, un saludo bloggers!!
No hay comentarios:
Publicar un comentario